山东齐王蓄电池有限公司成立于2008年是目前全国唯一一家集新能源锂电池、铅酸电池、完全自主化研发生产和销售的高新技术企业. 公司厂区位于风景秀美的山东•临沂,公司占地150亩,其中铅酸生产占地110亩,锂电生产占地40亩。拥有多条进口生产线和先进的研发实验室及20余名研发人员。具有年生产500万kVAh各类蓄电池的能力,产品远销:欧盟、南美、东南亚等40多个国家和地区。

山东齐王蓄电池有限公司成立于2008年是目前全国唯一一家集新能源锂电池、铅酸电池、完全自主化研发生产和销售的高新技术企业. 公司厂区位于风景秀美的山东•临沂,公司占地150亩,其中铅酸生产占地110亩,锂电生产占地40亩。拥有多条进口生产线和先进的研发实验室及20余名研发人员。具有年生产500万kVAh各类蓄电池的能力,产品远销:欧盟、南美、东南亚等40多个国家和地区。

齐王能源蓄电池主要用于电动叉车、电动搬运车堆高车、 电动地平车、升降平台、电动牵引车、警用巡逻车、高尔夫球车、游览观光车、驻车空调、电动游船、煤矿、防爆机车等特种设备,我们深知,质量就是企业的生命,所以我们将铅酸电池、锂电池、充电机一体化研发生产,不外购 、不贴牌 、不代工 ;把产品质量握在自己的手里,才能给广大消费者满意的答卷。

锂离子电池已经渗透到现代生活的方方面面,它可以为生活中很多东西(如手机、手表、平板电脑、便携式设备等)提供电源。现简单概要介绍锂电池的基础知识。
1、基础术语
1)C-rate 倍率
指电池充放电时电流与电池标称容量的比率。即描述了电池可以在多快的条件下进行充放电。充放电的倍率不一定相同。
举例:
1C:1小时内把电池全部放完电(充满电)。
0.2C:5小时内把电池全部放完电(充满电)。
5C: 0.2小时内把电池全部放完电(充满电)。
2)Capacity 容量
电池所储存电量。单位是mAh 或 Ah。
结合倍率一起,例如G40E的电池是4800mAh,充电倍率为0.2C.
则表示该电池从空到充满需要5个小时(忽略超低电量时的预充电阶段)。
充电电流为:4800mA*0.2C = 0.96A.
3)BMS 电池管理系统
该系统控制管理电池的充/放电、检测电池的温度和电压、与主机系统相联系、平衡电池电压、管理电池组的安全性能。
4)Cycle 循环
电池完成一个充电-放电的过程称为一个循环。如果电池每次仅用80%的总能量,则锂离子电池的循环寿命可高达数千次。
2、电池的类型
目前商业化的锂离子电芯主要有圆柱形、方形和软包三种类型。
18650圆柱形电芯为目前产量最高的锂离子电芯,我们的G系列监护仪的电池电芯就是这种。
3、电芯串并联
电芯是电池的核心部件,电芯的数量依电池应用不同而在数量上有所差异,但所有的电池都需要以不同方式连接电芯,以达到所需求的电压和功率。
Note:并联的条件非常苛刻,因此,先并联后串联,可以降低对电池一致性的要求。
问:电池三串四并和四并三串有什么区别?
答:电压和容量都不同,串联增加电压,并联增加电流(容量)
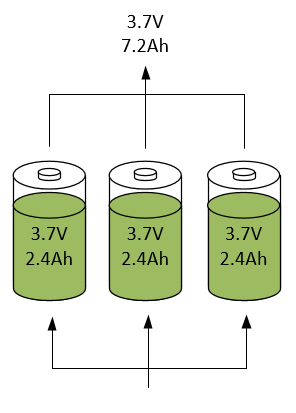
1)并联
假设电芯的电压是3.7V,容量是2.4Ah。并联后系统的端电压还是3.7V,但容量增加到7.2Ah。
2)串联
假设电芯的电压是3.7V,容量是2.4Ah。串联后系统的端电压是11.1V,容量不变

我们的G系列监护仪的电池电芯是三串两并共6只18650电芯,电池因而为11.1V,4.8Ah。
特斯拉Model-S轿车使用松下18650电芯,85kWh的电池组约需要7000只电芯。
4、BMS 电池管理系统
电池管理系统是电池组的中心控制单元。
主要防止电池出现过充、过放、温度过高或过低、内部短路等失效模式。还具备检测的功能。
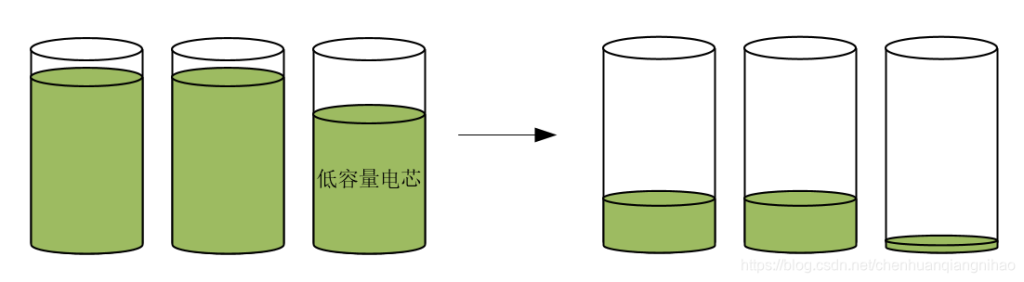
1)均衡管理
电芯在生产过程中会有稍许差异,这种差异看起来很小,但在电池系统开始工作时也许会产生很大的麻烦。
下图中3号电芯会比其他两个电芯早到放电终点,这时候电池就会停止放电,因为继续放电会损坏3号电芯。这就意味着1号和2号里面的电量不能彻底放出,电池组总会有剩余不可用电量遗留下来。随着循环的增加,各个电芯的充放电电量差异会增加。最弱的电芯工作负荷比其他的大,最终导致这个电池过早失效。
2)热管理
锂离子电芯的最佳存储温度为23摄氏度左右。
3)软件控制系统
BMS设计者会在可控的实验室环境中来研究运行的电芯,以了解在不同的条件下电芯是如何工作的,然后将其转换成代码。经过一系列重复步骤,软件设计者有可能最终设计出一个合适的算法来精确地预测电芯在大多数条件下的性能。
大部分制作商将软件作为核心技术。控制软件使用一系列的数学公式、计算方法来理解所有电池在不同时间的各种状态。这个算法通常基于非常复杂的模型,并基于某种体系及结构的电芯。
5、锂电池的使用建议

磷酸铁锂性能特别适于作动力方面的应用,所以在名称中加入“动力”两字,即磷酸铁锂动力电池。也有人把它称为“锂铁(LiFe)动力电池”。 1、意义目前用作锂离子电池的正极材料主要有:LiCoO2、LiMn2O4、LiNiO2及LiFePO4。这些组成电池正极材料的金属元素中,钴(Co)最贵,并且存储量不多
磷酸铁锂性能特别适于作动力方面的应用,所以在名称中加入“动力”两字,即磷酸铁锂动力电池。也有人把它称为“锂铁(LiFe)动力电池”。
1、意义目前用作锂离子电池的正极材料主要有:LiCoO2、LiMn2O4、LiNiO2及LiFePO4。这些组成电池正极材料的金属元素中,钴(Co)最贵,并且存储量不多,镍(Ni)、锰(Mn)较便宜,而铁(Fe)最便宜。正极材料的价格也与这些金属的价格行情一致。因此,采用LiFePO4正极材料做成的锂离子电池应是最便宜的。它的另一个特点是对环境无污染。
作为充电电池的要求是:容量高、输出电压高、良好的充放电循环性能、输出电压稳定、能大电流充放电、电化学稳定性能、使用中安全(不会因过充电、过放电及短路等操作不当而引起燃烧或爆炸)、工作温度范围宽、无毒或少毒、对环境无污染。采用LiFePO4作正极的磷酸铁锂电池在这些性能要求上都不错,特别在大放电率放电(5~10C放电)、放电电压平稳上、安全上(不燃烧、不爆炸)、寿命上(循环次数)、对环境无污染上,它是最好的,是目前最好的大电流输出动力电池。
2、结构与工作原理LiFePO4电池的内部结构如图1所示。左边是橄榄石结构的LiFePO4作为电池的正极,由铝箔与电池正极连接,中间是聚合物的隔膜,它把正极与负极隔开,但锂离子Li+可以通过而电子e-不能通过,右边是由碳(石墨)组成的电池负极,由铜箔与电池的负极连接。电池的上下端之间是电池的电解质,电池由金属外壳密闭封装。
LiFePO4电池在充电时,正极中的锂离子Li+通过聚合物隔膜向负极迁移;在放电过程中,负极中的锂离子Li+通过隔膜向正极迁移。锂离子电池就是因锂离子在充放电时来回迁移而命名的。
安装注意事项
安装蓄电池时,请务必遵守以下事项:
1、不要在密封空间或火的附近安装蓄电池,否则有引发爆炸及火灾的危险。
2、不要用乙烯薄膜类有可能引发静电的东西盖住蓄电池,出现静电时有时会引起爆炸。
3、不要在有可能进水的地方安装蓄电池,否则有发生触电、火灾的危险。
4、请不要在超过-40C~60C环境下安装蓄电池。
5、不要在有粉尘的地方使用蓄电池,否则有可能造成蓄电池短路。
6、将蓄电池放进箱内使用时,要注意空气流通。
7、不要有粘性或标贴类物体压住上盖,因上盖下面有排气阀,电池内出现的气体将不能逸出。
磷酸铁锂材料到Pack集成系统是锂电池从基础材料到终端应用的关键转化过程,涵盖材料特性、电芯制造、模组组装及Pack集成四大核心环节,以下为具体分析:
磷酸铁锂(LiFePO₄)因其橄榄石型晶体结构,具备高安全性和长循环寿命优势。其P-O键化学稳定性强,在高温或过充条件下不易分解,避免了钴酸锂等材料可能出现的热失控风险。该材料循环寿命超过2000次,远超铅酸电池的300-500次,且支持2C大电流快速充放电,40分钟内即可完成充电。此外,磷酸铁锂工作温度范围广(-20℃至75℃),电热峰值达350℃-500℃,无记忆效应且重量仅为铅酸电池的1/3,符合绿色环保标准。
电芯制造以磷酸铁锂为正极材料,通过精密工艺实现能量存储单元的构建。首先进行极片涂布,将磷酸铁锂浆料均匀涂覆于铝箔表面,厚度控制精度达±1μm;随后通过高速卷绕机将正负极片与隔膜组装成电芯,卷绕速度可达30PPM;注液环节需精确控制电解液注入量,确保电芯性能一致;化成工序通过首次充放电激活电芯,形成稳定的SEI膜。全程采用CCD视觉检测系统,实时监测极耳对齐精度和焊接质量,确保电芯良率。
模组组装将多个电芯集成为标准化能量模块,通过机械与电气连接实现性能优化。电芯堆叠环节采用六轴机器人抓取电芯,配合三维视觉引导系统,实现±0.1mm的极耳对齐精度;堆叠过程中,多关节机械手通过恒力压装系统控制压力在5±0.2N范围内,避免电芯损伤;激光焊接工艺以15秒/模组的速度完成汇流排焊接,焊接良率≥99.9%;模组内部集成温度传感器和电压采集线,实时监控电芯状态。组装完成后,模组需通过绝缘测试和气密性检测,确保防护等级达到IP67标准。
Pack集成系统将模组与BMS、热管理系统等部件整合为完整电池包,实现电能的高效管理与安全输出。结构设计采用铝合金托盘与蜂窝铝结构,在保证碰撞安全性的同时降低重量;电气架构通过高压线束传输动力电,低压线束连接控制信号,继电器作为电路开关实现故障快速切断;热管理系统根据工况动态调节温度,液冷方案可将温差控制在±3℃内;BMS系统通过CMU实时监测单体电压、温度,BMU统筹决策,当电芯温度超过45℃时自动降低充电电流。集成后的Pack系统需通过振动、冲击、盐雾等环境测试,以及充放电循环测试,确保在复杂工况下的可靠性。
电芯-模组-Pack全自动产线是锂电池制造领域实现高效、高质量生产的核心装备,通过集成自动化设备、智能控制系统和先进工艺技术,覆盖从单体电芯到完整电池系统的全流程生产。以下从产线架构、技术特点、应用价值及发展趋势四方面展开分析:
电芯-模组-Pack全自动产线是锂电池制造从“手工密集型”向“技术密集型”转型的关键载体。其通过自动化、智能化、柔性化技术的深度融合,不仅重塑了生产模式,更成为电池企业构建技术壁垒、抢占市场先机的核心工具。随着AI、数字孪生等技术的进一步渗透,产线将向“零缺陷、零浪费、零停机”的终极目标迈进。
动力电池模组智能测试系统是针对动力电池模组性能与安全检测需求设计的高精度、自动化测试平台,集成多种测试功能与智能化分析技术,为电池研发、生产及质量控制提供关键支持。以下是该系统的核心特点与技术解析: