锂离子电池已经渗透到现代生活的方方面面,它可以为生活中很多东西(如手机、手表、平板电脑、便携式设备等)提供电源。现简单概要介绍锂电池的基础知识。
1、基础术语
1)C-rate 倍率
指电池充放电时电流与电池标称容量的比率。即描述了电池可以在多快的条件下进行充放电。充放电的倍率不一定相同。
举例:
1C:1小时内把电池全部放完电(充满电)。
0.2C:5小时内把电池全部放完电(充满电)。
5C: 0.2小时内把电池全部放完电(充满电)。
2)Capacity 容量
电池所储存电量。单位是mAh 或 Ah。
结合倍率一起,例如G40E的电池是4800mAh,充电倍率为0.2C.
则表示该电池从空到充满需要5个小时(忽略超低电量时的预充电阶段)。
充电电流为:4800mA*0.2C = 0.96A.
3)BMS 电池管理系统
该系统控制管理电池的充/放电、检测电池的温度和电压、与主机系统相联系、平衡电池电压、管理电池组的安全性能。
4)Cycle 循环
电池完成一个充电-放电的过程称为一个循环。如果电池每次仅用80%的总能量,则锂离子电池的循环寿命可高达数千次。
2、电池的类型
目前商业化的锂离子电芯主要有圆柱形、方形和软包三种类型。
18650圆柱形电芯为目前产量最高的锂离子电芯,我们的G系列监护仪的电池电芯就是这种。
3、电芯串并联
电芯是电池的核心部件,电芯的数量依电池应用不同而在数量上有所差异,但所有的电池都需要以不同方式连接电芯,以达到所需求的电压和功率。
Note:并联的条件非常苛刻,因此,先并联后串联,可以降低对电池一致性的要求。
问:电池三串四并和四并三串有什么区别?
答:电压和容量都不同,串联增加电压,并联增加电流(容量)
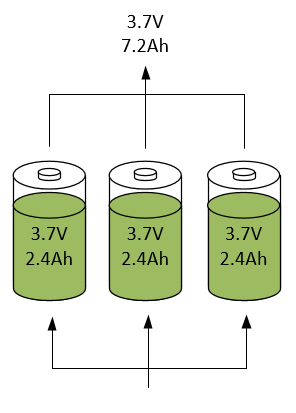
1)并联
假设电芯的电压是3.7V,容量是2.4Ah。并联后系统的端电压还是3.7V,但容量增加到7.2Ah。
2)串联
假设电芯的电压是3.7V,容量是2.4Ah。串联后系统的端电压是11.1V,容量不变

我们的G系列监护仪的电池电芯是三串两并共6只18650电芯,电池因而为11.1V,4.8Ah。
特斯拉Model-S轿车使用松下18650电芯,85kWh的电池组约需要7000只电芯。
4、BMS 电池管理系统
电池管理系统是电池组的中心控制单元。
主要防止电池出现过充、过放、温度过高或过低、内部短路等失效模式。还具备检测的功能。
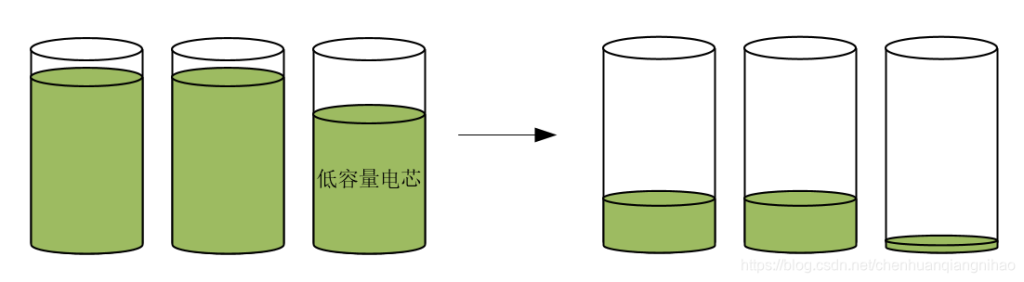
1)均衡管理
电芯在生产过程中会有稍许差异,这种差异看起来很小,但在电池系统开始工作时也许会产生很大的麻烦。
下图中3号电芯会比其他两个电芯早到放电终点,这时候电池就会停止放电,因为继续放电会损坏3号电芯。这就意味着1号和2号里面的电量不能彻底放出,电池组总会有剩余不可用电量遗留下来。随着循环的增加,各个电芯的充放电电量差异会增加。最弱的电芯工作负荷比其他的大,最终导致这个电池过早失效。
- 被动均衡管理,即将高电量的电芯中多余的能量消耗掉。常用电阻将多余能量转换为热量。
- 主动均衡管理,即将高电量电芯中多余的能量转给低电量电芯。
2)热管理
锂离子电芯的最佳存储温度为23摄氏度左右。
- 主动热管理,包括使用气体、液体或制冷剂流经电池内所有电芯来保持温度均衡。
- 被动热管理,利用电池外包装进行导热和散热。
3)软件控制系统
BMS设计者会在可控的实验室环境中来研究运行的电芯,以了解在不同的条件下电芯是如何工作的,然后将其转换成代码。经过一系列重复步骤,软件设计者有可能最终设计出一个合适的算法来精确地预测电芯在大多数条件下的性能。
大部分制作商将软件作为核心技术。控制软件使用一系列的数学公式、计算方法来理解所有电池在不同时间的各种状态。这个算法通常基于非常复杂的模型,并基于某种体系及结构的电芯。
5、锂电池的使用建议
- 时刻保持锂电池有电状态。过度放电对电池寿命影响大;
- 打算长时间不用,要定时给锂电池充电;
- 发现温度过高时,需要停止使用或增加散热让锂电池降温;
- 锂电池的寿命是有限的,无论用与不用,两三年后都会衰减很快。买电池需要看生产日期。